جوشكاري
جوشکاری یکی از روشهای تولید میباشد. هدف آن اتصال دائمی مواد مهندسی
(فلز، سرامیک، پلیمر، کامپوزیت) بهیکدیگر است؛ بهگونهای که خواص اتصال
برابر با خواص مادهٔ پایه باشد.
جوشکاری همچنین یکی از فرآیندهای اتصال دائمی قطعات (فلزی یا غیرفلزی)، به روش ذوبی یا غیر ذوبی، با بکارگیری یا بدون بکارگیری فشار، با استفاده یا بدون استفاده از ماده پرکننده میباشد. فرآیندهای جوشکاری به دو دسته اصلی تقسیم میشوند: فرآیندهای جوشکاری ذوبی و فرآیندهای جوشکاری غیر ذوبی
جوشکاری رامی توان اتصال دائم متالورژیکی دانست که می تواند در حالت مذاب یا جامد، با استفاده از واسطه (مواد پرکننده) یا بدون واسطه و با ایجاد فشار یا بدون استفاده از فشار صورت گیرد. در واقع جوشکاری به اتصالی گفته می شود که نتوان محل اتصال را از قسمت های دیگر قطعات مجزا نمود و به عبارتی دیگر خواص جوش ایجاد شده با قطعات مورد اتصال یکسان یا نزدیک به هم باشد. جوشکاری یکی از روشهای تولید میباشد زیرا هدف از آن اتصال دایمی مواد مهندسی از جمله فلز، پلیمر، کامپوزیت و سرامیک بهیکدیگر است؛ بهگونهای که خواص اتصال، برابر خواص مادهٔ پایه باشد.
طبق DIN 1910اتصالات جوشکاری چنین تعریف میشود :داخل شدن فلزی در فلز دیگر بوسیله جوشکاری.بنابراین ،بادر هم آمیختن چند قطعه فلز در یکدیگر ،یک قسمت جوشکاری واز چند قسمت جوشکاری یک گروه جوشکاری تشکیل میشود.
فرآیند هاي اتصال :
الف) روشهای مکانیکی : پرچ – میخ – پیچ و مهره
ب) روشهای شیمیایی : چسب ها
پ) روش متالوژیکی : جوشکاری
در صنعت دو نوع اتصالات وجود دارد:
یکی ازتقسیم بندی های مرسوم اتصالات عبارت است از :
1 – اتصالات دائم يا جدا نشدني يا ناگسستني
2 – اتصالات موقتيا جدا شدني يا گسستني
3 – اتصالات نيمه موقت
اتصال دائم
اتصال دائم به اتصالی گفته می شود که برای جداسازی آن ها وسیله
اتصال و قسمتی از قطعات متصل شده یا تمامی آن ها آسیب ببیند. به همین دلیل
به اتصالات دائم اتصالات جدانشدنی هم می گویند. اتصالات دائم زمانی به کار
گرفته می شود که نیازی به جدا سازی قطعات متصل شده وجود نداشته باشد. یعنی
زمانی که مطمئن هستیم قطعات متصل شده تا آخر عمر ماشین نیازی به جداشدن
ندارند از این نوع اتصال استفاده می کنیم. معمولا قطعاتی که عمرشان به
اندازه ی عمر خود ماشین است و در طول عمرماشین نیازی به تعمیر یا تعویض
ندارندبا استفاده از اتصال دائم به یکدیگر متصل می گردند. برخی از روش های
ایجاد این اتصال عبارتند از :
1 . جوش کاری
2 . لحیم کاری
3 . پرچ کاری
4 . چسب کاری
5 . اتصالات پرسی انطباق
اتصال موقت
اتصال
موقت اتصالی است که در آن جداسازی اتصال بدون آسیب دیدن وسیله اتصال و
قطعات اتصال داده شده صورت می گیرد. عمل اتصال و جداسازی در اتصال موقت می
تواند به دفعات صورت بگیرد بدون آن که موجب خرابی یا آسیب اتصال دهنده و
قطعات اتصال داده شده باشد. به همین دلیل به اتصال موقت ، اتصال جداشدنی
نیز گفته می شود. از اتصال موت زمانی استفاده می شود که بدانیم نیاز و یا
ضرورتی وجود دارد که موجب می شود بخواهیم قطعات متصل شده را پس از اتصال از
یکدیگر جدا کنیم . دلیل عمده ی استفاده از اتصال موقت در ماشین های
مکانیکی نیاز به تعویض قطعات برای تعمیر و یا جایگزینی آن قطعات است . مثلا
قطعه ای که عمر کوتاه تری نسبت به عمر خود ماشین دارد. مسلما در طول عمر
ماشین نیاز به تعویض خواه داشت بنا براین عاقلانه است که این قطعه جوری به
دیگر اجزاء متصل باشد که امکان جدا شدن آن بدون آسیب دیدگی دیگر اجزاء ممکن
باشد . اتصال موقت به روش های مختلفی قابل اجرا است که برخی از آنها
عبارتند از :
1 . پیچ ومهره
2 . پين
3 . خار
4. گوه
5 . اتصالات اصطکاکی
اتصال نيمه موقت:
اتصالاتي مانند پرچ كه با تخريب آن مي توان به حالت اول باز گرداند
----------------------------------------------------------------------------------------------------
1-فرآیندهای جوشکاری مقاومتی
در
جوشکاری مقاومتی برای ایجاد آمیزش از فشار و گرما استفاده میشود. گرما
بهدلیل مقاومت الکتریکی قطعات کار و تماس آنها در فصل مشترک بهوجود
میآید. پس از رسیدن قطعه بهدمای ذوب و خمیری فشار برای آمیخته دو قطعه
بهکار میرود. در این روش فلز کاملاً ذوب نمیشود. گرمای لازم از طریق
عبور جریان برق از قطعات بهدست میآید.
انواع روش هاي جوشکاری مقاومتی، RW، resistance welding :
جوشکاری نقطهای، RSW، spot welding
جوش نقطهای یکی از پرکاربردترین نوع جوش مقاومتی میباشد. این فرآیند برای اتصال ورقهای لب روی هم، یا سیم به ورق و یا سیم بر روی سیم بکار برده می شود و در آن قطعه کار بین الکترودها تحت فشار قرار گرفته و جریان توسط تراسفورماتور و بازوها از الکترودها و سپس قطعه کار عبور می کند، این فرآیند کاربرد زیادی در صنایع لوازم خانگی و اتومبیل سازی دارد. در این جوش اتصال دو سطح توسط حرارت و فشار تواماً انجام می گیرد که وقتی جریان الکتریکی از میان دو قطعه فلزی که بهم چسبیده اند عبورمی کند، مقاومت زیاد موضعی موجب تولید گرمای فوق العاده زیادی می شود. در صورتی که جریان کافی بکار رود، فلزات مورد استفاده ابتدا در حالت خمیری قرار گرفته و سپس ذوب می شوند. اگر هنگامی که دو فلز در حالت خمیری یا مذاب قرار دارند به یکدیگر فشار داده شوند و تا کمی بعد از قطع جریان و خنک شدن در همان وضعیت باقی بمانند، دو قطعه در هم آمیخته شده و به صورت یک قطعه واحد در می آیند، که در این حالت جوش بصورت دکمه یا دیسک هایی بین دو لایه ورق بوجود می آید که با توجه به سرعت انجام این عمل، بسیاری از خواص فیزیکی آنها دست نخورده باقی خواهند ماند.


جوشکاری آنی، FW، flash welding


جوشکاری لب به لب مقاومتی، UW، resistance butt welding
جوشکاری درزی، RSEW، seam welding
جوشکاري مقاومتی درزي فرآیندي است که در آن به وسیلۀ مقاومت فلزات،با اعمال جریان و فشار توسط غلتک هایی دو سطح فلز را گرم و حتی به حالت مذاب می رسانند و باعث اتصال آنها به هم می شود. در این نوع جوشکاري عوامل فشار، جریان، خواص فیزیکی فلز، تمیزي سطوح فلز و الکترودها و زمان جوشکاري روي کیفیت جوشکاري مؤثرند.

-------------------------------------------------------------------------------------------------------
2-فرایند جوشکاری با شعله گاز

جوشکاری
با گاز شعله یکی ازاولین روشهای جوشکاری معمول در قطعات آلومینیومی بوده و
هنوز هم در کارگاههای کوچک در صنایع ظروف آشپزخانه و دکوراسیون و تعمیرات
بکارمیرود.در این روش فلاکس یا روانساز یا تنه کار برای برطرف کردن لایه
اکسیدی بکار میرود.
مزایا:سادگی فرایند و ارزانی و قابل حمل و نقل بودن وسایل
محدوده کاربرد:ورقهای نازک 0.8 تا 1.5 میلیمتر
محدودیتها:باقی ماندن روانساز لابلای درزها و تسریع خوردگی - سرعت کم –
منطقه H.A.Zوسيع است .
قطعات بالاتر از 2.5 میلیمتر را به دلیل عدم تمرکز شعله و افت حرارت بااین روش جوش نمیدهند.
حال می پردازیم به چگونگی تامین حرارت در این فرایند
حرارت لازم در این روش از واکنش شیمیایی گاز با اکسیژن بوجود می آید.
حرارت
توسط جابجایی و تشعشع به كار منتقل مي شود.قدرت جابجایی به فشار گاز و
قدرت تشعشع به توان چهارم درجه حرارت شعله بستگی دارد. لذا تغببر اندکی در
درجه حرارت شعله می تواند میزان حرارت تشعشعی و شدت آنرا بمقدار زیادی
تغییر دهد.درجه حرارت شعله به حرارت ناشی از احتراق و حجم اکسیژن لازم برای
احتراق و گرمای ویژه و حجم محصول احتراق(گازهای تولید شده) بستگی دارد.
اگر از هوا برای احتراق استفاده شود مقدار ازتی کهوارد واکنش سوختن نمی شود
قسمتی از حرارت احتراق راجذب کرده و باعث کاهش درجه حرارت شعله می
شود.بنابراین تنظیم کامل گاز سوختنی و اکسیژن لازمه ایجاد شعله بادرجه
حرارت بالاست. گازهای سوختنی نظیر استیلن یا پروپان یا هیدروژن و گاز طبیعی
نیز قابل استفاده است کخمقدار حرارت احتراق و در نتیجه درجه حرارت شعله
نیز متفاوت خواهد بود. در عین حال معمولترین گاز سوختنی گاز استیلن است.
تجهیزات
و وسایل اولیه این روش شاملسیلندر گاز اکسیژن و سیلندر گاز استیلن یا
مولدگاز استیلن و رگولاتور تنظیم فشار برای گاز و لوله لاستیکی انتقال
دهنده گاز به مشعل و مسعل جوشکاری است.
استیلن با
فرمول C2H2 و بوی بد در فشار بالا ناپایدار و قابل انفجار است و نگهداری و
حمل و نقل آن نیازبه رعایت و مراقبت بالا دارد.فشار گاز در سیلندر حدودpsi
2200است و رگولاتورها این فشار را تا زیر psi 15 پایین می آورند.و به سمت
مشعل هدایت می شود.(در فشارهای بالا ایمنی کافی وجود ندارد).توجه به این
نکته نیز ضروری است که اگر بیش از 5مترمکعب در ساعت ازاستیلن استفاده شود
از سیلندر استن بیرون خواند زد که خطرناک است.
بعضی اوقات از مولدهای استیلن برای تولید گاز استفاده می شود. بر اساس ترکیب سنگ کاربید با آب گاز استیلن تولید میشود.
CaC2 + 2 H2O = C2H2 + Ca(OH)2
روش تولید گاز با سنگ کاربید به دو نوع کلی تفسیم میشود.
1-روشی که آب بر روی کاربید ریخته میشود.
2-روشی که کاربید با یطح آب تماس حاصل میکند و باکم و زیاد شده فشار گاز سطح آب در مخزن تغییرمی کند.
رگولاتورها(تنظیم
کننده های فشار) هم دارای انواع گوناگونی هستند و برای فشارهای مختلف
ورودی و خروجی مختلف طراحی شده اند.رگولاتورها دارای دو فشارسنج هستند که
یکی فشار داخل مخزن و دیگری فشار گاز خروجی را نشان میدهند. رگولاتورها در
دو نوع کلی یک مرحله ای و دومرحله ای تقسیم میشوند که این تقسیم بندی همان
مکانیزم تقلیل فشار است. ذکر جزییات دقیق رگولاتورها در اینجا میسر نیست
اما اطلاع از فرایند تنظیم فشار برای هر مهندسی لازم است(حتما پیگیر
باشید).
کار مشعل آوردن حجم مناسبی از گاز سوختنی و اکسیژن سپس مخلوط کردن آنها و هدایتشان به سوی نازل است تا شعله مورد نظر را ایجاد کند.
اجزا مشعل: الف-شیرهای تنظیم گاز سوختنی و اکسیژن ب-دسته مشعل ج-لوله اختلاط د-نازل
قابل
ذکر اینکه طرحهای مختلفی درقسمت ورودی گاز به لوله اختلاط مشعل وجود دارد
تا ماکزیمم حرکت اغتشاشی به مخلوط گازها داده شود و سپس حرکت گاز در ادامه
مسیر در ادامه مشعل کندتر شده تا شعله ای آرام بوجود آید.
3-فرآیندهای جوشکاری حالت جامد
دستهای
از فرآیندهای جوشکاری هستند که در آنها عمل جوشکاری بدون ذوبشدن لبهها
انجام میشود. در واقع لبههای تحت فشار با حرارت یا بدون حرارت در همدیگر
له میشوند.
انواع روش هاي جوشکاری حالت جامد، SSW، solid state welding :
جوشکاری پرسی یا فورجی، FOW، forge welding
جوشکاری سرد، CW، cold welding
جوشکاری اصطکاکی، FRW، friction welding
جوشکاری انفجاری، EXW، explosive welding
جوشکاری نفوذی یا دیفیوژن، DFW، diffusiom welding
جوشکاری اولتراسونیک، USW، ultrasonic welding
جوشکاری ترمیت، TW، thermit welding
جوشکاری با پرتو الکترونی، EBW، electron beam welding
جوشکاری لیزری، LW، Laser welding
--------------------------------------------------------------------------------
جوشکاری اصطکاکی
در این روش بهجای استفاده از انرژی الکتریکی برای تولید گرمای مورد نیاز ذوب فلزات از انرژی مکانیکی استفاده میگردد. بهاین ترتیب که یکی از دو قطعه که با سرعت درحال دوران است بهقطعهٔ دوم که ثابت نگه داشتهشده تماس داده میشود. در اثر اصطکاک بین دو قطعه و تولید حرارت، محل تماس دو قطعه ذوبشده و لبههای تحت فشار با حرارت در همدیگر له میشوند.

انواع جوشكاري اصطكاكي:
جوشکاری اصطکاکی دورانی
جوشکاری اصطکاکی دورانی که در طی آن یک قطعه در برابر پیشانی قطعه دیگر دوران میکند، یکی از متداولترین انواع این فرایند است و بسیاری از انواع محورهای فولاد کربنی و محورهای فرعی بدین شیوه مونتاژ میشوند. از این فرایند برای تولید شفتهای محرک، سوپاپ موتور، محور فرمان و میل کمک فنر (suspension rod) استفاده می شود. قابلیت این فرایند در اتصال مواد ناهمجنس بدین معنی است که می توان بدنه و سر سوپاپ را از مواد متفاوتی که مناسب سیکل کاری و حرارتی آنهاست ساخت.


جوشکاری اصطکاکی خطی
در این نوع جوشکاری حرکت دو قطعه نسبت به هم خطی است و بیشتر برای اتصال پره ها به دیسک های چرخان در صنایع موتورسازی هواپیما به کار می رود. انواع کم هزینه تر این فرایند برای تولید برخی قطعات خودرو نیز بکار می رود.

جوشکاری اصطکاکی اغتشاشی (Friction Stir Welding)
این نوع جوشکاری نیز یک ناحیه از مواد مومسان شده به شیوه ای متفاوت از انواع دیگر فرایند جوشکاری اصطکاکی تولید می کند. یک ابزار چرخشی به سوی مواد تحت جوشکاری فشار داده می شود. دوران ابزار باعث گرم و نرم شدن دو ماده در تماس با یکدیگر شده و با حرکت ابزار در طول خط اتصال دو قطعه، ماده نرم شده از دور ابزار به دو طرف حرکت کرده و خط اتصال را محو می کند.

-------------------------------------------------------------------------------------
جوشکاری انفجاری
جوشکاری انفجاری (به انگلیسی: Explosion welding) فرایندی است که در آن ماده منفجره روی یک یا دو قطعه کار گذاشته شده و نیروی فشاری لازم جهت جوشکاری را تأمین میکند. موج ضربهای که در اثر انفجار به وجود میآید، کلیه اکسیدها و آلودگیهای سطحی را از بین میبرد. این روش کاربرد گستردهای در جوشکاری فلزات غیر همجنس و جوشکاریهای زیر آب دارد. تاریخچه جوش کاری انفجاری در جنگ جهانی اول پس از جوش خوردن ترکش های ناشی از متلاشی شدن گلوله توپ به بدنه جنگ افزار ها فرآیند جوشکاری انفجاری کشف شد. در سال 1994 L.R.Calr این فرایند را بر روی آلیاژ برنج به کمک مواد منفجره قوی آزمایش کرد. در سال 1960 Dupont اطلاعات بدست آمده تجربی این فرآیند را به صورت بین المللی ثبت کرد و در سال 1962صنعت روکش دهی انفجاری را به صورت تجاری در تولید سکه های سه لایه برای دولت آمریکا در آورد

---------------------------------------------------------------------------------
جوشکاری اولتراسونیک (
جوشکاری با امواج مافوق صوت)
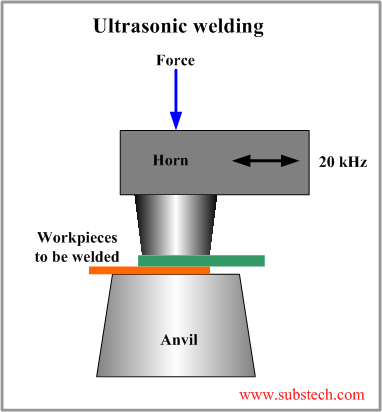
جوشکاری التراسونیک (Ultrasonic Welding) علاوه بر اتصال قطعات پلاستیکی، به منظور اتصال فلزات به پلاستیک ها و مغزی دادن فلز در داخل پلاستیک پس از قالب گیری و اتصال مواد غیر همجنس به یکدیگر، مورد استفاده قرار می گیرد. در جوشکاری التراسونیک، با قرار دادن قطعات در معرض حرکت ارتعاشی با فرکانس ثابت در حدود 40-10 کیلوهرتز، حرارت تولید می شود. دامنه این حرکت ارتعاشی عموماً بین 40-20 میکرومتر تغییر می کند. اجزای یک ماشین جوشکاری التراسونیک در شکل زیر نشان داده شده است.
مزایا و محدودیتها
مزایای این روش عبارتاند از : - راندمان بالا - تولید بالا با قیمت پایین - سهولت در اتوماسیون - سرعت جوش بالا - تمیز بودن آن
مهمترین محدودیت این روش محدودیت در انرژی اعمالی و کوچک بودن عرض شیپوره ( کمتر از ۲۵۰ میلی متر ) است و در نتیجه طول جوشی که به وجود میآید کوچک است. موارد استفاده از جوش التراسونیک ترموپلاستیک ها : - جوشکاری ساده یک اتصال - جاسازی یک قطعه در قطعه ای دیگر همرا با اتصال بین آن دو - جوش نقطه ای ورق ها و صفحات پلاستیکی صنایعی که این نوع جوشکاری در آن کاربرد دارد : - استفاده در صنعت بسته بندی - استفاده در صنعت اتومبیل سازی - استفاده در صنعت پزشکی - استفاده در صنعت اسباب بازی - صنایع مرتبط دیگر.
ولتاژ و فرکانس توسط یک منبع نیرو افزایش داده می شود. خروجی آن به یک مبدل را ترانسدیوسر (Transducer) متصل می گردد. ترانسدیوسر شامل یک یا چند لایه از صفحات پیزوالکتریک بوده که در بین چند قطعه فلزی قرار گرفته اند. با برقراری ولتاژ در دیسک پیزوالکتریک، ارتعاشاتی به صفحات فلزی منتقل می گردد. در واقع خاصیت این صفحات پیزوالکتریک آن است که انرژی الکتریکی را به ارتعاش تبدیل می کنند. بعد از ایجاد ارتعاشات در مبدل، امواج تولیدی به یک تقویت کننده (Booster) منتقل می شوند تا دامنه ارتعاش آن ها افزایش داده شود. در نهایت امواج تقویت شده از طریق یک دماغه یا سونوترود (Sonotrode) به قطعه هدایت می شود. مطابق شکل سه جز مبدل، تقویت کننده و دماغه، ستون التراسونیک نامیده می شوند که حین جوشکاری به صورت عمودی نگه داشته شده و نوک دماغه با یکی از قطعاتی که قرار است جوش داده شود، تماس دارد.




----------------------------------------------------------------------------------
جوشکاری ترمیت
جوشکاری ترمیت به مجموعه فرآیندهایی گفته میشود که در آن جوش ازفلز مذابی که توسط یک کنش شیمیایی بشدت گرمازا بوجود آمده است، تشکیل میشود. این نوع جوشکاری بیشتر شبیه به ریختهگری بوده و دور دو قطعهای که باید به هم جوش داده شوند یک قالب قرار دارد که فلز مذاب ناشی از این واکنش شیمیایی به این قالب هدایت شده و پس از سرد شدن فلز مذاب داخل قالب جوش شکل میگیرد.
انواع ترمیت مورد استفاده در صنعت:
- ترمیت ساده: شامل مخلوط پودرهای اکسید آهن و آلومینیوم
- ترمیت فولاد کم کربن: شامل ترمیت ساده به اضافه پودر فولاد کم کربن یا حتی مقداری پودر منگنز
- ترمیت چدن: شامل ترمیت ساده به اضافه مقداری پودر فولاد سیلیسیوم دار و فولاد کم کربن
- ترمیت برای جوشکاری ریلها: شامل ترکیبات ترمیت ساده به اضافه مقداری پودر کربن، منگنز و عناصر آلیاژی دیگر به منظور افزایش سختی فلز جوش در ریل
- ترمیت برای اتصال کابلهای برق: شامل پودرهای اکسید مس و آلومینیوم

--------------------------------------------------------------------------
جوشکاری با پرتو الکترونی
فرآیند جوشکاری با پرتو الکترونی یک فرآیند اتصال ذوبی است که در طی آن قطعه کار توسط جریانی متراکم از الکترون های دارای سرعت بالا بمباران شده و کل انرژی جنبشی الکترون ها،در اثر برخورد با قطعه کار به حرارت تبدیل میشود. این حرارت موجب ذوب لبه های قطعات واتصال دو قطعه پس از انجماد می شود.
این جوشکاری معمولا در یک محفظه خلا با استفاده از یک سیستم تولید و تمرکز پرتو الکترونی انجام میشود.
این فرآیند بهعنوان اولین فرآیند جوشکاری بهکاررفته برای ساخت بدنهٔ جنگندهها استفاده شد.


-------------------------------------------------------------------------------------------------------------
جوشکاری با لیزر
در
این روش از پرتوی لیزر برای جوشکاری استفاده میشود. در جوشکاری لیزری
دانسیتهٔ انرژی فراهمشده، بسیار بیشتر از جوشکاری با دیگر فرایندها است.
از
لیزرهای مختلفی مانند «زر گاز کربنیکی» یا لیزر یاقوت برای جوشکاری
میتوان استفاده کرد. دقت می شود که انرژی پرتو، آنقدر زیاد نباشد که باعث
تبخیر فلز شود.

جوشکاری با لیزر
جوشکاری
و برشکاری با استفاده از اشعه لیزر از روشهای نوین جوشکاری بوده که در
دههای اخیر مورد توجه صنعت قرار گرفته و امروزه به خاطر کیفیت ، سرعت و
قابلیت کنترل آن به طور وسیعی در صنعت از آن استفاده می شود .به وسیله
متمرکز کردن اشعه لیزر روی فلز یک حوضچه مذاب تشکیل شده و عملیات جوشکاری
انجام می شود .

اصول کار و انواع لیزرهای مورد استفاده در جوشکاری :
به
طور عمده از دو نوع لیزر در جوشکاری و برشکاری استفاده می شود : لیزرهای
جامد مثل Ruby و ND:YAG و لیزرهای گاز مثل لیزر CO۲ . در زیر اصول کار لیزر
Ruby که از آن بیشتر در جوشکاری استفاده می شود توضیح داده می شود . این
سیستم لیزر از یک کریستال استوانه ای شکل Ruby (Ruby یک نوع اکسید
آلومینیوم است که ذرات کرم در آن پخش شده اند . ) تشکیل شده است . دو سر آن
کاملا صیقلی و آینه ای شده و در یک سر آن یک سوراخ ریز برای خروج اشعه
لیزر وجود دارد . در اطراف این کریستال لامپ گزنون قرار دارد که لامپ فوق
برای کار در سرعت حدود ۱۰۰۰ فلاش در ثانیه طراحی شده است . لامپ گزنون با
استفاده از یک خازن که حدود ۱۰۰۰ بار در ثانیه شارژ و تخلیه شده فلاش می
زند و هنگامی که کریستال Ruby تحت تاثیر این فلاش ها قرار بگیرد اتمهای کرم
داخل شبکه کریستالی تحریک شده و در اثر این تحریک امواج نور از خود سطع می
کنند و با باز تابش این اشعه ها در سطوح صیقلی و تقویت آنها اشعه لیزر شکل
می گیرد . اشعه لیزر شکل گرفته از سوراخ ریز خارج شده و سپس به وسیله یک
عدسی بر روی قطعه کار متمرکز شده که بر اثر برخورد انرژی بسیار زیادی در
سطح کوچکی آزاد می کند که باعث ذوب و بخار شدن قطعه و انجام عمل ذوب می شود
.
محدودیت لیزر Ruby پیوسته نبودن اشعه آن است در حالیکه
انرژی خروجی ان بیشتر از لیزر های گاز مانند لیزر CO۲ است که در آنها اشعه
حاصله پیوسته است، از لیزر CO۲ بیشتر به منظور برش استفاده می شود و از
لیزر ND:YAG بیشتر برای جوشکاری آلومینیوم استفاده میشود .
از انجا که در این روش مقدار اعظمی از انرژی مصرف شده به گرما تبدیل می شود این سیستم باید به یک سیستم خنک کننده مجهز باشد .
در
جوشکاری لیزر دو روش عمده برای جوشکاری وجود دارد : یکی حرکت دادن سریع
قطعه زیر اشعه است تا که یک جوش پیوسته شکل بگیرد و دیگری که مرسوم تر است
جوش دادن باچند سری پرتاب اشعه است .
در جوشکاری لیزر تمامی
عملیات ذوب و انجماد در چند میکروثانیه انجام می گیرد و به خاطر کوتاه بودن
این زمان هیچ واکنشی بین فلز مذاب و اتمسفر انجام نخواهد شد و از این رو
گاز محافظ لازم ندارد .
طراحی اتصال در جوشکاری لیزر : بهترین
طرح اتصال برای این نوع جوشکاری طرح اتصال لب به لب می باشد و با توجه به
محدودیت ضخامت در آن می توان ازطرح اتصال های T یا اتصال گوشه نیز استفاده
نمود .
مزایای جوشکاری لیزر
- حوضچه مذاب می تواند داخل یک محیط شفاف ایجاد شود ( باعکس روشهای معمولی که همیشه حوضچه مذاب در سطح خارجی آنها ایجاد می شود ) .
- محدوده بسیار وسیعی از مواد را مانند آلیاژها با نقاط ذوب فوق العاده بالا ، مواد غیر همجنس و … را میتوان به یکدیگر جوش داد .
- در این روش میتوان مکان های غیر قابل دسترسی را جوشکاری نمود .
- از آنجا که هیچ الکترودی برای این منظور استفاده نمی شود نیازی به جریانهای بالا برای جوشکاری نیست .
- اشعه لیزر نیاز به هیچگونه گاز محافظ یا محیط خلایی برای عملکرد ندارد .
- به خاطر تمرکز بالای اشعه منطقه HAZ بسیار باریکی در جوش تشکیل میشود .
- جوشکاری لیزر نسبت به سایر روشهای جوشکاری تمیز تر است .
محدودیت ها و معایب جوشکاری لیزر :
سیستم
های جوشکاری لیزرنسبت به سایر دستگاههای سنتی جوشکاری بسیار گران هستند و
در ضمن لیزرهایی مانند Ruby به خاطر پالسی بودن اکثر آنها از سرعت پیشروی
کمی برخوردارند ( ۲۵ تا ۲۵۰ میلیمتر در دقیقه ) . همچنین این نوع جوشکاری
دررای عمق نیز می باشد

--------------------------------------------------------------------------------------------------
4-فرآیندهای جوشکاری با قوس الکتریکی
جریان
الکتریکی از جاریشدن الکترونها در یک مسیر هادی بهوجود میآید. هرگاه
در مسیر مذکور یک شکاف هوا(گاز)ایجاد شود، جریان الکترونی و در نتیجه جریان
الکتریکی قطع خواهد شد. چنانچه شکاف هوا بهاندازهٔ کافی باریک بوده و
اختلاف پتانسیل و شدت جریان بالا، گاز میان شکاف یونیزهشده و قوس الکتریکی
برقرار میشود. از قوس الکتریکی بهعنوان منبع حرارتی در جوشکاری استفاده
میشود. روشهای جوشکاری با قوس الکتریکی عبارتاند از:
جوشکاری با الکترود دستی پوششدار (SMAW) - جوشكاري معمولي
جوشکاری با گاز محافظ (GMAW یا MIG/MAG) - جوش CO2
جوشکاری با گاز محافظ و الکترود تنگستنی (GTAW یا جوشکاری TIG) - جوش آرگون
جوشکاری زیرپودری (SAW)
جوشکاری پلاسما
----------------------------------------------
جوش آرگون يا TIG يا GTAW


در
جوش آرگون یا تیگ (TIG) برای ایجاد قوس جوشکاری از الکترود تنگستن استفاده
می شود که این الکترود برخلاف دیگر فرایندهای جوشکاری حین عملیات جوشکاری
مصرف نمی شود.
حین جوشکاری گاز خنثی هوا را از ناحیه جوشکاری بیرون رانده و از اکسیده شدن الکترود جلوگیری
می
کند.در جوشکاری تیگ الکترود فقط برای ایجاد قوس بکار برده می شود و خود
الکترود در جوش مصرف نمی شود در حالیکه در جوش قوس فلزی الکترود در جوش
مصرف می شود. در این نوع جوشکاری از سیم جوش(Filler metal)بعنوان فلز
پرکننده استفاده می شود.و سیم جوش شبیه جوشکاری با اشعه اکسی
استیلن(MIG/MAG)در جوش تغذیه می شود.
در بین
صنعتکاران ایرانی این جوش بانام جوش آلومینیوم شناخته می شود.نامهای تجارتی
هلی آرک یا هلی ولد نیز به دلیل معروفیت نام این سازندگان در خصوص
ماشینهای جوش تیگ باعث شده بعضا این نوع جوشکاری با نام سازندگان هم شناخته
شود. نام جدید این فرایند G.T.A.W و نام آلمانی آن WIG می باشد. همانطور
که از نام این فرایند پیداست گاز محافظ آرگون میباشد که ترکیب این گاز با
هلیم بیشتر کاربرد دارد.
علت استفاده از هلیم این است که هلیم
باعث افزایش توان قوس می شود و به همین دلیل سرعت جوشکاری را میتوان بالا
برد و همینطور باعث خروج بهتر گازها از محدوده جوش میشود.
کاربرد جوش آرگون (TIG) در موارد زیر است:
1- فلزات رنگین از قبیل آلومینیوم...نیکل...مس و برنج(مس و روی) است.
2- جوشکاری پاس ریشه در لوله ها و مخازن
3- ورقهای نازک(زیر1mm)
مزایای جوش آرگون TIG
1- بعلت اینکه تزریق فلز پرکننده از خارج قوس صورت میگیرد.اغتشاش در جریان قوس پدید نمی آید.در نتیجه کیفیت فلز جوش بالاتر است.
2- بدلیل عدم وجود سرباره و دود و جرقه ,منطقه قوس و حوضچه مذاب بوضوح قابل رویت است.
3- امکان جوشکاری فلزات رنگین و ورقهای نازک با دقت بسیار زیاد.
انواع الکترودها در جوش آرگون(TIG) :
1- الکترود تنگستن خالص (سبز رنگ)برای جوش آلومینیوم استفاده می شود و حین جوشکاری پت پت می کند.
2- الکترود تنگستن توریم دار که دو نوع دارد الف-1% توریوم دار که قرمز رنگ است ب-2% توریم دار که زرد رنگ می باشد.
3- الکترود تنگستن زیرکونیم دار که علامت مشخصه آن رنگ سفید است.
4- الکترود تنگستن لانتان دار که مشکی رنگ است.
5- الکترود تنگستن سزیم دار که طلایی رنگ است.
این دو نوع آخر جدیدا در بازار آمده اند.
چند نکته در مورد مزایای تنگستن:
1- افزایش عمر الکترود
2- سهولت در خروج الکترونها در جریان DC
3- ثبات و پایداری قوس را بیشتر می کند
4- شروع قوس راحت تر است.
نوع قطبیت مناسب در جوشکاری جوش آرگون TIG :
جریان DCEN برای جوشکاری چدن-مس-برنج-تیتانیوم-انواع فولادها
جریان ACبرای جوشکاری آلومینیوم و منیزیوم و ترکیبات آن
محدودیتهای فرآیند جوشکاری تحت گاز محافظ TIG
1.چون حرارت منتقل شده در الکترود غیر مصرفی مفید واقع نمی شود دارای
راندمان حرارت مفید کمتری نسبت به روشهای دیگر قوسی فلز با محافظت گاز خنثی
است، بنابراین روش کندتری است.
احتمال آلوده شدن فلز جوش از تنگستن زیاد است که خود، موجب کاهش خواص جوش می شود.
چون
گاز آرگون و هلیوم و وسایل جوشکاری نسبتاً گران است ، از نظر اقتصادی
قابل مقایسه با بعضی روشهای دیگر نیست، به این جهت بیشتر از این روش، در
اتصالات دقیق و فلزات حساس استفاده می شود.

وسایلی که در جوشکاری تحت گاز محافظ تنگستن (TIG) مورد استفاده قرار می گیرد عبارتند از :
منبع نیرو ( تأمین کنندة حرارت برای ذوب کردن لبة اتصال و سیم جوش )
الکترود ( معمولاً الکترودهای تنگستنیالکترود ( معمولاً الکترودهای تنگستنیالکترود ( معمولاً الکترودهای تنگستنی )
سیستم آبگرد
کابل جوشکاری
مشعل جوشکاری ( تورچ )
قسمت تأمین کنندة گاز محافظ

----------------------------------------------------------
جوشكاري CO2 يا MIG/MAG يا GMAW


فرآیند جوشکاری است که در آن، با ذوب کردن اتصال توسط قوس الکتریکی بین یک الکترود یکسرة فلزی پرکننده مصرف شدنی و قطعه کار و حفاظت توسط یک گاز (مثلاً گاز آرگون یا گاز کربنیک) و یا مخلوطی از گازها، احتمالاً محتوی یک گاز خنثی ، یا مخلوطی از یک گاز و یک سرباره و بدون کاربرد فشار صورت میگیرد. این فرآیند گاهی جوشکاری MIG ، MAG یا CO2 نامیده می شود. تغذیة الکترود مداوم است. الکترود (سیم جوش) لخت می باشد. این فرآیند جوشکاری را می توان با ماشین نیمه خودکار یا روش های خودکار انجام داد.
در
فرآیند MIG برای محافظت از فلز جوش و مذاب معمولاً از گازهای آرگون و
هلیوم و یا مخلوطی از این گازها و گازهای بی اثر (Inert) و غیره استفاده می
شود. فرآیند جوشکاری MIG برای جوشکاری فلزاتی مانند فولاد زنگ نزن،
آلومینیوم، نیکل و مس مورد استفاده قرار می گیرد.
جوشکاری
MAG، همانند فرآیند MIG می باشد، با این تفاوت که در این روش برای حفاظت
از جوش و منطقة مجاور، از گازهای فعال (Active) استفاده کرده و برای اتصال
فلزات آهنی استفاده می شود.
گاهی اوقات با اضافه
کردن درصدی اکسیژن در گاز محافظ، برای جوشکاری فولادهای معمولی (فولاد
سادة کربنی) بکار می رود، زیرا اضافه کردن مقدار کمی اکسیژن به گاز محافظ
باعث آرام تر شدن و محوری شدن قطرات مذاب می شود و در نتیجه حوضچه جوش روان
بوجود میآید که حوضچه جوش روان، ترکنندگی بهتری ایجاد کرده و در نهایت
پهنای جوش مسطح تر و صاف تر بدست می آید.البته لازم است که به خاطر این
مقدار اکسیژن اضافی، عناصر اکسیژن زدا در الکترود استفاده شود تا فلز جوش
از نظر متالورژیکی br /دچار مشکل نگردد. در فرآیند جوشکاری MAG معمولا از گاز
محافظ CO2 اوسایلی که در جوشکاری تحت گاز محافظ تنگستن (TIG) مورد استفاده قرار می گیرد عبارتند از : ستفاده میکنند که برای جوشکاری فولادهای معمولی و آلیاژی بکار
گرفته می شود.
مزایای فرآیند جوشکاری GMAW
اين فرآيند جوشكاري نسبت به ديگر فرآيندهاي قوسي ديگر مانند SMAW (جوشكاري معمولي با الكترود روپوشدار) مزاياي زيادي دارد كه به شرح زير ميباشد :
1- اين فرآيند طوري است كه مي تواند در مورد بيشتر فلزات مغناطيسي مفيد باشد.
2- اتوماسيون يا روباتيك كردن اين فرآيند به دليل پيوسته بودن الكترود و به علت طول قوس ثابت آسان ميباشد.
3- تمركز قوس الكتريكي به علت توان بر سطح بالا زياد مي باشد ، بنابراين امكان جوشكاري ورق هاي نازك و حالتهاي غير تخت راحت تر است و پيچيدگي و تابيدگي كمتر ، سرعت و نفوذ ، بيشتر خواهد بود.
4- در اين فرآيند ميزان جرقه نسبتاً كم است.
5- سيم جوش بطور مستمر تغذيه ميگردد ، بنابراين زمان براي تعويض الكترود صرف نميشود.
6- اين فرآيند ميتواند به راحتي در تمام وضعيتها استفاده شود.
7- حوضچة مذاب و قوس الكتريكي به راحتي قابل مشاهده است.
8- سرباره حذف شده يا بسيار نازك است.
9- از الكترود با قطر نسبتاً كم استفاده مي شود كه باعث چگالي جريان بالاتري مي گردد.
10- درصد بالايي از الكترود يا سيم جوش در منطقة اتصال رسوب مي كند.
11- سرعت هاي انتقال سريع تر و ميزان رسوب بالاتري نسبت به نوع جوشكاري دستي TIG دارد.
12- عمق نفوذ جوش بيشتر از فرآيند SMAW است ، در نتيجه اجازه مي دهد كه جوش كوچكتر با استحكام مورد نظر بوجود آيد.
محدودیت های فرآیند جوشکاری GMAW
جوشکاری
GMAW دارای مزیت های فراوانی است، ولی در کنار این مزیت ها دارای محدودیت
هایی نیز می باشد که مهمترین این محدودیت ها عبارتند از :
1- وسایل و تجهیزات این فرآیند جوشکاری پیچیده تر بوده و در نتیجه حمل و نقل مشکل خواهد بود.
2- تجهیزات این فرآیند گران بوده و هزینة تعمیر و نگهداری دستگاه های آن بالا می باشد.
3- دستگاه دارای گان کوتاه می باشد.
4- تنوع در انواع الکترود یا سیم جوش وجود ندارد.
5- قوس نیازمند حفاظت در مقابل باد می باشد، زیرا باد باعث منحرف کردن گاز پوششی یا محافظت کننده از قوس می گردد.
6- گان جوشکاری باید نزدیک به قطعه کار باشد، در نتیجه کاربرد این فردستهای
از فرآیندهای جوشکاری هستند که در آنها عمل جوشکاری بدون ذوبشدن لبهها
انجام میشود. در واقع لبههای تحت فشار با حرارت یا بدون حرارت در همدیگر
له میشوند.جوشکاری با لیزر آیند در بعضی موارد نسبت به انواع جوشکاری های دیگر مشکل است.
7-
سرعت سرد شدن جوش به علت عدم وجود لایه سرباره، سریع تر از روش های قوسی
با محافظت سرباره است، در نتیجه ممکن است خواص متالورژیکی و مکانیکی فلز
جوش را تغییر دهد.
---------------------------------------------------
جوشکاری با الکترود دستی پوششدار (جوشكاري معمولي) - SMAW

روند کلی فرایند
در
این روش قوس الکتریکی بین یک الکترود روکش دار و قطعه کار زده می شود و در
نتیجه حرارت لازم برای ذوب کردن فلز پایه و الکترود تأمین می شود. در این
فرآیند از مکانیزم فشار استفاده نمی شود. وظیفه محافظت از حوضچه مذاب در
این فرآیند بر عهده پوشش الکترود می باشد که این پوشش در هنگام جوشکاری در
اثر حرارت تجزیه شده و به صورت سرباره و گاز از فلز جوش محافظت می کند.
سرباره
نقش پوشش حرارتی داشته و از سرد شدن سریع جوش جلوگیری کرده و کیفیت جوش را
اصلاح می کند. همچنین سرباره دارای ترکیباتی می باشد که به فلز جوش اضافه
شده و به این ترتیب عناصر از دست رفتة منطقة جوش در حین جوشکاری جایگزین می
شوند.
حرارت قوس، برای ذوب فلز پایه و نوک
الکترود پوشش دار مصرف شدنی، بکار می رود. الکترود و قطعه کار قسمتی از
مدار الکتریکی هستند. این مدار از منبع تغذیه نیرو شروع میشود و شامل کابل
های جوشکاری، نگه دارنده الکترود (انبر)، اتصال قطعه کار، قطعه کار ( فلز
پایه ) و الکترود جوشکاری قوسی می باشد. یکی از دو کابل از منبع نیرو به
قطعه کار و دیگری به نگه دارنده الکترود متصل است.
جوشکاری
موقعی شروع می شود که قوس بین نوک الکترود و قطعه کار برقرار شود. حرارت
شدید قوس، نوک الکترود و سطح قطعه کار نزدیک به قوس را ذوب می کند. قطرات
ریز فلز مذاب سریعاً در نوک الکترود تشکیل می شود، که از طریق جریان قوس به
حوضچة مذاب منتقل می شود. در این حالت، فلز پرکننده با مصرف تدریجی
الکترود رسوب می کند. قوس روی قطعه کار با طول و سرعت معینی حرکت می کند و
قسمتی از فلز پایه را ذوب و مداوماً فلز جوش را افزایش میدهد.
قوس
یکی از گرم ترین منابع حرارتی ، با درجه حرارتی بیش از 5000 درجة
سانتیگراد در مرکز قوس میباشد. ذوب فلز پایه تقریباً بلافاصله پس از شروع
قوس صورت می گیرد. انتقال فلز، در صورتی که جوش ها در حالت تخت یا افقی
صورت گیرند، با نیروی ثقل، انبساط گازی، نیروهای الکتریکی و الکترومغناطیسی
و کشش سطحی انجام می گیرد. در مورد سایر حالات، ثقل علیه نیروها عمل می
کند. این فرآیند، به نیروی برق برای ذوب الکترود و ذوب مقدار کافی فلز پایه
، همچنین به شکاف و فاصلة مناسب بین نوک الکترود و فلز پایه یا حوضچة مذاب
نیاز دارد. همة این موارد برای انجام یک اتصال خوب ضروری می باشد.
الکترودهای
فرآیند جوشکاری MMA ، نیازهای ولتاژ قوس (در محدودة 16 الی40 ولت) و
نیازهای آمپراژ (در محدودة 20 الی 550 آمپر) را مشخص می کنند. جریان
الکتریکی، بر حسب نوع الکترود بکار برده شده و ممکن است متناوب یا یکنواخت
باشد، ولی منبع نیرو باید بتواند سطح جریان را در محدوده ای قابل قبول برای
جوابگویی به تغییرات بغرنج خود فرآیند جوشکاری کنترل کند.
2- یونیزاسیون
گازها
در حالت عادی قابلیت هدایت الکتریسیته را ندارند ولی اگر تحت تأثیر عوامل
خارجی از قبیل حرارت زیاد، حوزه الکتریکی و غیره قرار بگیرند بعضی از اتم
ها الکترون از دست داده و بار مثبت پیدا می کنند. یون های مثبت و برخی از
الکترونهای آزاد وارد مدار اتم های خنثی شده آنها را دارای بار منفی
میسازند (یون های منفی) که این عمل یونیزه شدن نامیده می شود.
گاز
یا هوا پس از یونیزه شدن قابلیت هدایت الکتریسیته پیدا می کند و هر چه شدت
عمل یونیزه شدن بیشتر باشد، حرکت یون های باردار سریع تر و قابلیت هدایت
بیشتر می گردد.
3- قوس الکتریکی
بدیهی
است که جریان الکتریکی از مدار باز نمی تواند عبور کند
مطالب مشابه :
جوشکاری co2 چیست؟
وبلاگ تخصصي مهندسي مكانيك - جوشکاری co2 چیست؟ - مقالات،جزوات و اخبار مهندسي مكانيك
جوشکاری با گاز محافظ
بانک مقالات جوشکاری ,متالورژی, بيشترين گازي كه در جوشكاري فولاد معمولي بكار مي رود co2 است.
انواع الکترود های جوشکاری
فرآیند های جوشکاری هستند و الکترود های بدون پوشش در جوشکاری گاز یا همان جوش آرگون و co2
سرفصل مطالب تئوری ومشترک جوش برق-آرگون و co2
آموزش جوشکاری و بازرسی جوش - سرفصل مطالب تئوری ومشترک جوش برق-آرگون و co2 - به سایت آموزشگاه
جوشکاری MAG) GMAW)
مکانیک - جوشکاری mag) gmaw) - مکانیک و کار برد های ان
جوشکاری MAG 2
وبلاگ مهندسی جوش - جوشکاری mag 2 - همه چیز درباره جوش وبخشهای مربوط به آن
جوشكاري
جوشکاری با گاز محافظ (gmaw یا mig/mag) - جوش co2. جوشکاری با گاز محافظ و الکترود تنگستنی
برچسب :
جوشکاری co2