دستگاه تزریق پلاستیک
ساخت دستگاه تزریق پلاستیک
ساخت دستگاه تزریق پلاستیکجریان تولید اصولا در کار تزریق پلاستیک به این نحو می باشد:مواد خام یا به صورت موادی که از پتروشیمی به صورت اماده در اختیارما قرار می گیرد یا به صورت مواد بازیا فت شده یعنی موادی که قبلا مورد استفا ده قرار گرفته در اسیابهای مخصوص خورد میشود ویا مخلوطی از این دو می باشد این مواد را که به صورت جامد پودری می باشد درون محفظه ای در کنار دستگاه می ریزند با توجه به اینکه برای بدست اوردن پلاستیکی با خواص مورد نظر باید چندین نوع ماده پلاستیکی مانند hdlو کربنات و... با هم مخلوط شودتا به خواص مورد نظربرسیم. این محفظه به صورت یک میکسر عمل می کند تا مواد به اندازه کافی با هم مخلوط شوند سپس دستگاه مواد را به داخل یک محفظه قیف شکل مکش می کند انگاه مواد پودری شکل وارد سیلندر دستگاه می شوند داخل سیلندر یک استوانه مار پیچ بنام ماردون قراردارد که مانند چرخ گوشت هم مواد را مخلوط میکند وهم جلومی برد.اطراف سیلندر دستگاه المنتهای القاء کننده حرارت وجود دارد و باعث گرم شدن لوله ودر نتیجه گرمای مواد وذوب شدن مواد میگردد. مواد ذوب شده به صورت خمیر در امده ودر درون سیلندر قرار دارند وحاضرند تا عمل تزریق انجام شود در این حالت با زدن یک دکمه قالب که به صورت نری وما دگی میباشد به هم جفت شده و پلاستیک مذاب به داخل قالب تزریق می شود در قسمت پشت نری قالب که متحرک می باشدیک سری لوله عبور جریان اب (سیستم خنک کننده قالب ) قرار دارد که باعث سرد شدن پلاستیک و شکل گرفتن ان میشود. پس از اینکه مواد تاحدود قابل قبولی سردشد دوباره قالب از هم جدا می شود و محصول که به قسمت نری قالب چسبیده نمایان می شود دراینجا یک سری میله به نام میل پران که کارشان بیرون انداختن محصول از داخل قالب است و در درون قالب تعبیه شده عمل می کنند و محصول را به بیرون پرتاب می کنند محصول از قالب بیرون امده با توجه به ضخامت و وزنش پس از سرد شدن اماده مصرف می باشند لازم به ذکر است که بعضی از محصولات پلاستیکی پس از عمل تزریق رنگ زده می شود که بیشتر شامل وسایل تزیینی و محصولاتی که ظاهرشان دارای اهمیت است می باشند مانندقاب تلویزیون ،میز و صندلی و...با توجه به اینکه شکل و نوع قالب در کار تزریق پلاستیک از اهمیت زیادی برخوردار می باشد توضیحات بیشتر درباره قالب و انواع ان را به فصول بعد موکول می کنیم .انواع مختلف ماشین هایی که در بالا توضیح داده شد برای دقت های بسیار بالا، خیلی مناسب می باشند.انواع مختلف این دستگاهها را با توجه به این که در داخل تولید نمی شود، با هزینه های هنگفتی وارد کشور می شود. ××× بنابراین گروه ما این دستگاهها را با هزینه معقول می تواند ...
ماردون دستگاه تزریق پلاستیک
شکل دهی پلاستیکها 1-4 مقدمه یکی از مهمترین ویژگیهای پلاستیکها، سهولت شکل پذیری آنهاست. در بعضی حالات، قطعات نیمه کاملی نظیر ورقه ها یا میله های تولید شده، متعاقباً با استفاده از روشهای متداول ساخت، مانند جوشکاری یا ماشینکاری به قطعة نهایی تبدیل می شود. اما در بسیاری مواقع، قطعة نهایی، علی رغم برخورداری از شکلی کاملاً پیچیده، طی یک مرحله تولید می شود. عملیات حرارت دادن، شکل دادن و خنک کردن ممکن است (مانند تولید لوله به روش اکستروژن)[1] به دنبال یکدیگر و بدون وقفه[2] انجام شود و یا ممکن است طی مراحلی ناپیوسته، زمانگیر و تکرار شونده (مثل عملیات تولید تلفن خانگی به روش قالبگیری تزریقی) صورت پذیرد که در اکثر موارد، فرایند بطور خودکار انجام شده برای انجام شده برای تولید انبوه بسیار مناسب است. طیف وسیعی از روشهای شکل دهی برای پلاستیکها کاربرد دارد. در بسیاری از حالات، انتخاب روش، به چگونگی شکل نهایی قطعه و گرمانرم یا گرما سخت بودن ماده بستگی دارد. بنابراین در عملیات طراحی، آگاهی طراح از روشهای متنوع شکل دهی، حائز اهمیت است، زیرا اشکال ناجور و نامناسب قطعه و یا مسایل جزیی کار طراحی، ممکن است محدودیتهای در انتخاب روش قالبگیری برای طراح ایجاد کند. در این فصل، اصول روشهای شکل دهی پلاستیکها، با به کارگیری تحلیل نیوتنی بررسی می شود؛ اگر چه می دانیم که بیشتر جریانهای پلیمری مذاب، در واقع غیرنیوتنی است. هدف، ساده کردن بررسی و روش تحلیل، بدون در آمیختن با ریاضیات پیچیده است. در عمل، بررسی و تحلیل ساده، دقت لازم را به منظور تصمیم گیری در کارهای اولیة طراحی برای مهندس مربوط فراهم می آورد و یا حداقل تصویری کمّی از قضیه را برای درک بهتر فرایند به دست می دهد. در صورت نیاز به مدلهای دقیقتری از قالبگیری پلاستیکها، می توان به فصل 5- که در آن، جریان مذاب پلیمری به صورت غیر نیوتنی تحلیل شده است- رجوع کرد. دستگاه تزریق پلاستیک 1- : دستگاه تزریق یکی از مهمترین ماشین آلات صنعتی می باشد که از دو بخش اصلی تشکیل شده است: 1- بخش تزریق، ماشین تزریق 2- بخش قالب گیری ، ماشین تزریق 1- در بخش تزریق، عمل ذوب و تزریق مواد پلاستیکی صورت می گیرد، ابتدا مواد به شکل دانه (گرانول) به داخل قیف ریخته می شود و از آن بتدریج بداخل سیلندر تزریق می شود و با گردش مارپیچ به سمت جلو رانده می شود. مواد توسط چرخش مارپیچ به قسمت گرم، وارد و در آنجا ذوب می شود، زیرا پوسته سیلندر توسط گرمکن های برقی که در طول جداره های خارجی سیلندر قرار گرفته اند کاملاً گرم می شود. در اثر فشار مارپیچ مواد بداخل قالب تزریق می شوند. بعد از زمان معینی، با قطع شدن فشار پشت مارپیچ، ...
مقالات ساخت قالب و اشنایی با تزریق پلاستیک

1.قالب تزریقی (پلاستیک)________________________ قالبگیری تزریقی، یک روش برای تولید قطعات با مواد پلاستیک (رزین های ترموست و ترموپلاستیک) است که با استفاده از ماشین قالبگیری تزریقی انجام می شود. شکل نهایی تولید شده توسط چیزی به نام قالب کنترل می شود . قالب به عبارتی تصویری برگردان از آنچه که می خواهیم بسازیم است کمی شبیه است به قالب های ژله . دستگاه قالب تزریقی دارای دو بخش است : 1. بخش تزریق ، که در آن پلاستیک ذوب شده و به سمت قالب حرکت داده می شود و2. بخش نگهدارنده : که قالب را فشار می دهد . بخش نگهدارنده در حین تزریق در موقعیت بسته است و پس از تزریق و سرد شدن مواد باز شده و قطعه قالب گیری شده را بیرون از دستگاه خارج می کنند .قالب سازی تزریقی رایج ترین روش ساخت اجسام پلاستیک است . مزایای قالب سازی تزریقی : 1. تولید آسان طرح هایی با هندسه پیچیده و ریزه کاری به علت وجود فشار بالا .2.زمان سیکل تولید نسبتا ً کوتاه که در نتیجه می توان تعدا قطعات بیشتری را تنها از یک قالب ساخته شده در واحد زمان تولید نمود .3. تولید انبوه در حجم بسیار بالا ( چندین ملیون در سال )4. نیروی کار نسبتا ً کم هزینه5. فالب گیری تزریقی معمولا ً خودکار می باشد .6. ماشین های زیادی می تواند توسط تنها یک اپراتور کار کند .7. قابلیت کار بر روی طیف گسترده ای از مواد8. تلفات و دور ریز کمتصویر میله ها و سیستم فشار دهنده قالب های چند قسمتیمضرات روش تزریق پلاستیک :1. برش های زیرین بزرگ را نمی توان فرم دهی کرد ( مانند بطری )2. هزینه قالب بالاست و برای تیراژها / تعداد پایین توصیه نمی شود ( معمولا ً از 1000 قطعه پائین تر تعداد کم است و نمی صرفد تعداد مناسب برای تزریق پلاستیک بالای 10000 قطعه در سال است )نمونه واقعی یک ماشین تزریق پلاستیک
فشار اول و دوم در تزریق
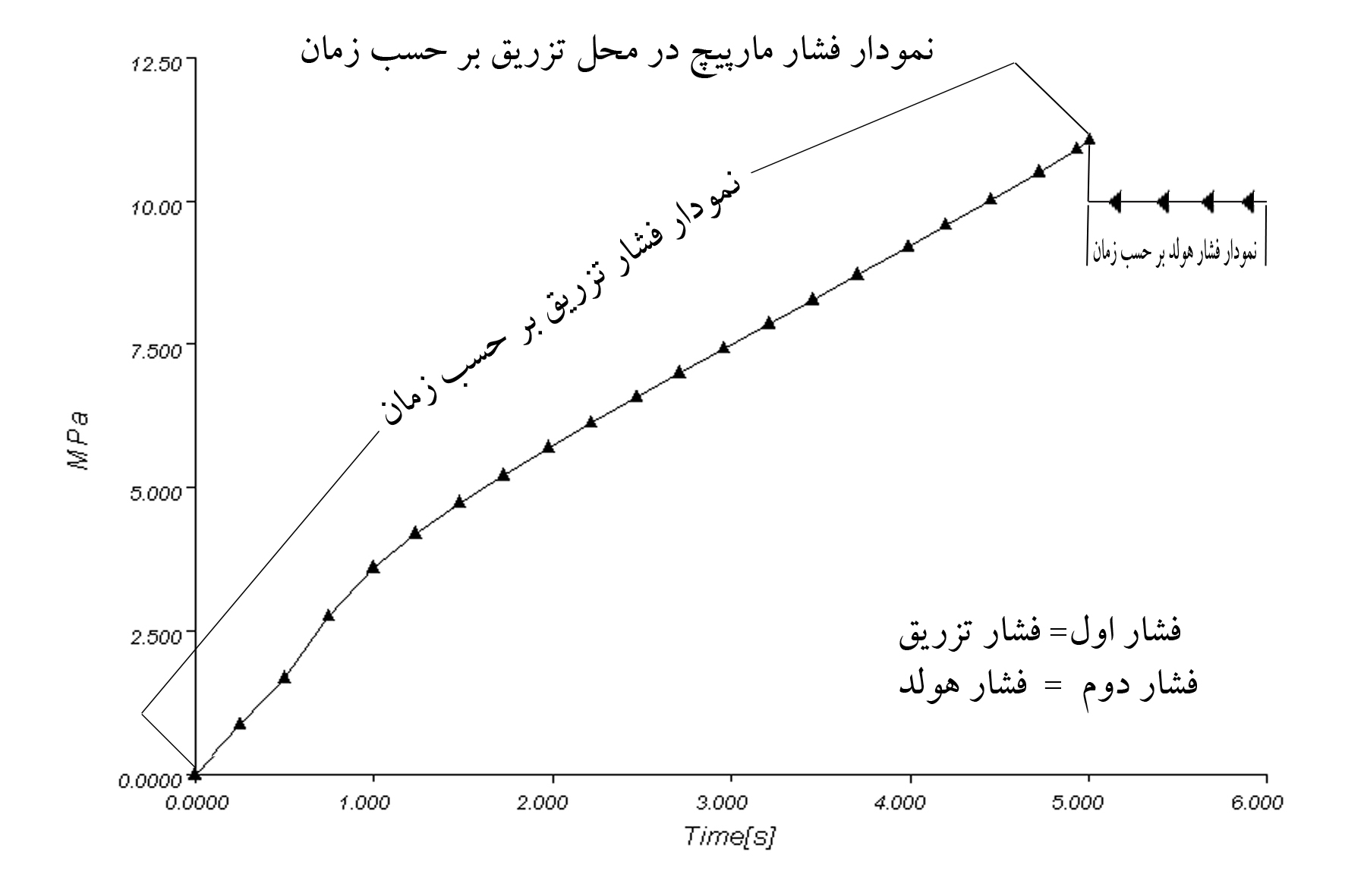
فشار اول و دوم در تزریق پلاستیک در تزریق پلاستیک ، تنظیم فشار اول و دوم نقش بسزایی در کیفیت قطعه دارد و یادگیری مفهوم این دو فشار کمک شایانی را در عیب یابی تزریق خواهد کرد . در صنعت فشار اول را فشار تزریق و فشار دوم را فشار هولد یا نگهدارنده می گویند و واحد این دو فشار را عموما با واحد بار مطرح می کنند . در دستگاه های تزریق پلاستیک به طور کلی فشار اول نقش پر کردن قطعه را از طریق راهگاه برعهده دارد و فشار دوم ، هولدینگ یا نگهداشتن مواد را انجام می دهد یا به عبارتی نقشی را ایفا می کند که مواد پلاستیکی که با فشار اول در قالب پر شده است را ثابت نگه می دارد و از پس زدن مارپیچ جلوگیری می کند البته زمان هولدینگ نیز موثر است که در مطالب بعدی به آن اشاره خواهد شد . همان طور که اشاره شد فشار اول تزریق نقش پر و تکمیل کردن قالب را از مواد به وسیله راهگاه را برعهده دارد بنابراین در مرحله اول تزریق با توجه به فشار و سرعت اولیه قالب در طی زمان مشخصی پر می شود که این زمان را می توان با توجه به نمودارهای تزریق دستگاه به دست آورد . در تزریق مواد به قالب سه فاز پرشدن وجود دارد در مرحله اول که به مرحله کنترل سرعت مشهور است تنها سرعت تزریق با توجه به فشار مورد نظر کنترل می گردد در مرحله میانی مرحله ای است که کنترل سرعت جای خود را به کنترل فشار می دهد و در مرحله بعد ، مرحله فشار کنترل اجرا خواهد گردید . که البته توضیح این مراحل خود یک مطلب جدیدی است که در مطالب بعدی توضیح کامل داده خواهد شد . بنابراین باتوجه به مطالب قبلی ، فشار تزریق یک فشار متغیر است . در ابتدا تزریق مواد روان و بدون محدودیت یا فشار معکوسی وارد قالب می شود بنابراین در ابتدا تزریق که مواد به خوبی روندگی دارد با توجه به سرعت تزریق 100 درصدد فشار تزریق به مارپیچ اعمال نمی گردد زیرا اگر این عمل انجام گیرد سرعت تزریق از سرعت تنظیمی بالاتر خواهد رفت پس باتوجه به مرحله سرعت ثابت ، فشار نقش متغیر را به خود می گیرد و با افزایش زمان تزریق و درصد پر شدن قالب و افزایش تنش های برشی و نیروهای عکس العملی هم چون نیروی حبس هوا و هم چنین در اثر جامد شدن کانال های تزریق و باریک شدن حوضچه های انتقال مواد به قالب ، رفته رفته فشار تزریق به فشار واقعی خودش نزدیک تر می شود تا بتواند در همه ی حال سرعت تزریق را ثابت نگه دارد و در نهایت که فشار تزریق به صد در صد خود نزدیک شد و قالب پر می شود کم کم از سرعت کاسته و مارپیچ ثابت می ماند و این زمان بهترین لحظه برای جابجاشدن فازهای تزریق می باشد . در این زمان که سرعت مارپیچ صفر شده است باید دستگاه با توجه به زمانی که شما تعریف می کنید وارد مرحله هولدینگ ...
پروسه تزریق پلاستیک
پروسه ی تزريق پلاستيک( Injection Molding)<?xml:namespace prefix = o ns = "urn:schemas-microsoft-com:office:office" /> شيوه ی تزريق پلاستيک يکی از مهمترين و پرکاربردترين روشهای شکل دهی پلاستيـک وتـــوليدمحصـــولات پلاستيکی در صنايــع محســوب می شود. در اين روش مــاده اوليــه کــه يکی از انـــواع تــرموپلاستها می باشد، طی عمليات خاصی به داخل کويتيهای ( Cavity ) قالب رانده شده و پس از خنک کاری از قالب بيـرون می آيند. اين روش بيشتر در پروسه های توليد انبوه (Mass – Production ) و مدل سازی( Prototyping ) مورد استفاده قرار می گيرد . تزريق پلاستيک نسبتا شيوه جديدی در توليد محصولات به حساب می آيد. اولين دستگاه تزريق پلاستيک در سال 1930 ميلادی ساخته شد و کم کم در اختيار صنايع قرار گرفت . <?xml:namespace prefix = v ns = "urn:schemas-microsoft-com:vml" /> در ادامه 6 مرحله از يک پروسه تزريق پلاستيک معرفی و بررسی می شود : · Clamping : يک ماشين تزريق از سه قسمت اصلی تشکيل شده است . قالب ، Clamping و فاز تزريق . Clamping قسمتی از دستگاه را شامل می شود که که در حين پروسه تزريق فالب را بسته نگه می دارد و پس از آن باز مي کند اساسا قالبها از دو نيمه تشکيل می شوند که در هنگام تزريق بايد توسط اين بخش در کنار هم فيکس شوند . · Injection( تزريق ) در فاز تزريق مواد پلاستيک که معمولا به فرم گرانول ( دانه دانه ) می باشند ، وارد قيفی در قسمت بالايی دستگاه می شوند و از آنجا وارد سيلندری می شوند که توسط هيترهايی احاطه شده است . گرانولها پس از حرارت دیدن به حالت مذاب يا رزين در می آيند . در داخل سيلندر مواد به وسيله مارپيچی زير و رو می شوند . با چرخش مارپيچ مواد نيز به سمت جلو رانده می شوند . و هنگامی که ماده کافی در قسمت جلويی مارپيچ ذخيره شد ، عمليات تزريق توسط نازل صورت می گيرد . و مواد مذاب به داخل راهگاه قالب رانده می شوند . سرعت و ميزان فشار وارده به ميزان چرخش مارپيچ و نيز قطر نازل بستگی دارد . در برخی از ماشينهای تزريق پلاستيک به جای مارپيچ از يک پيستون منگنه ای استفاده می شود .
کسب در امد-خود اشتغالی- شغلی با درامد مناسب
پلاستیک در صنعت اهمیت زیادی دارد به طوری که کاربرد آن بسیار زیاد است تقریبا در همه جای صنعت می توان پلاستیک را مشاهده کرد. شاید کسی که با این محصول و انواع مختلف آن کار نکرده باشد فکرکند که چه چیز عجیبی است ولی هر کسی که با پلاستیک و روشهای شکل دهی آن آشنا باشد. درک می کند که پلاستیک چهنقش مهمی در زندگی روزمر ماانسانها بازی میکند.در همین راستا ما موفق به ساخت ابزاری کوچک و موثردر زمینه تزریق پلاستیک شدیم که توانایی کار با برق شهر را دارد و تمامی هموطنان عزیزکه به دنبال شغلی مناسب با در امدی خوب هستند می توانند به این مهم دست یابند.و همچنین تولید کنندگان زحمت کش کشور عزیزمان هم می توانند بجای وارد کردن قطعات پلاستیکی از این دستگاه بهره ببرند.ما در مراحل تولید شما را حمایت خواهیم کرد.تلفن تماس09111340589